
01
原料处理与储备
东岳加气板材生产线通过对原料存放区的合理规划、完善原料处理方式来规避粉尘、噪音、固废等问题,为工人营造一个舒适的工作环境。
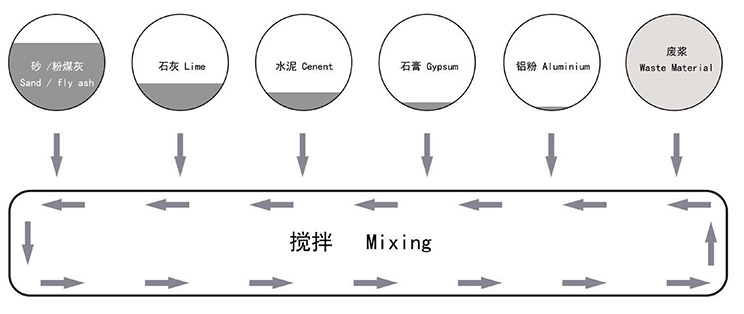

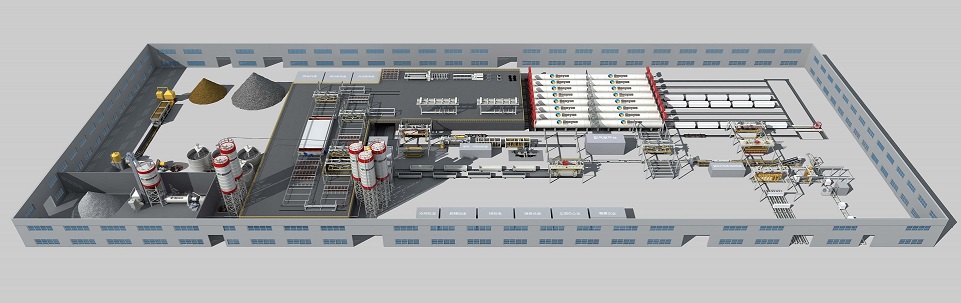
东岳加气板材生产线通过对原料存放区的合理规划、完善原料处理方式来规避粉尘、噪音、固废等问题,为工人营造一个舒适的工作环境。
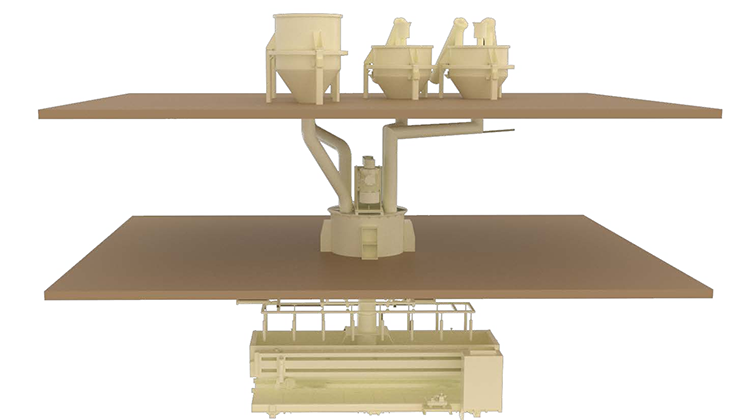
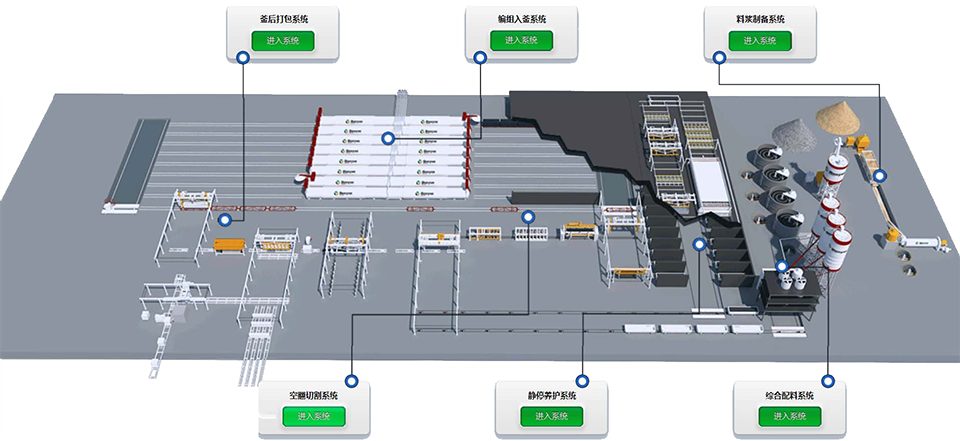
料浆、胶结料、石膏和铝粉都分别通过相应自动计量称计量,后在搅拌机内高速搅拌,浇注到模箱后进行气泡梳理。整个体系由 PLC 系统进行自动控制,保证工序的精确和高效。
平稳的静停控制方式可防止坯体发气膨胀过程中对内部结构的损伤,同时东岳提供的六面切割方案中,高效顺畅的切割机和去底皮翻转装置是核心设备。

加气板材经过蒸压釜,坯体获得最终的强度和性能。出釜后的产品,通过东岳最新研发的掰板打包系统,不但提高产品合格率同时解决了砌块、板材同时分离的难题。

切割机组是加气板材生产线的核心设备,用于切割不同尺寸的坯体,满足超精确砌块和板材的切割精度要求,生产板材时配合板材进给刮刀,调节侧面切割机的刮刀行程,可以满足不同尺寸制品的混合切割。
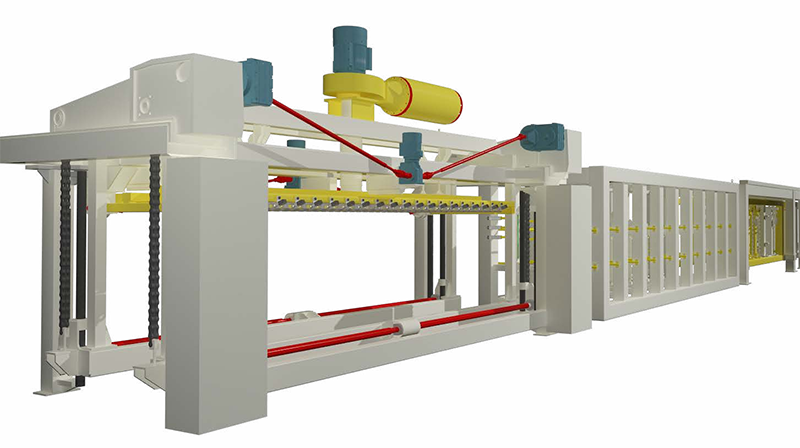
垂直切割机采用坯体提升式框摆切割,升降采用齿轮齿条同步,避免了出现缝隙错位,提高了切割精度;摆动切割单元为固定式,尽可能减少对坯体的损伤;采用框摆结构降低切割时的钢丝漂移几率,减少断丝现象。

侧面切割机用于坯体的侧面切割,整体采用一体固定式外框架,垂直刮刀在预设程序下在不同的位置自动进退刀,可以实现砌块、板材的混切。水平切割机满足 50mm 超薄板材的切割。

举升式固定式掰板机主要用于成品分掰作用,将蒸养后粘连在一起的成品层层分开,本设备夹紧、分离、升降均由采用液压驱动 ; 掰板机分离采用液压同步马达同步,导向采用导柱导套式结构,保证分离动作的同步。坯体升降采用剪刀叉式结构,并由拉线编码器控制升降位置,确保板材切割缝口与掰板框的相对位置的精度。剪刀叉式升降平台,配备检修撑杆,确保检修时的安全 ;对于不同规格的板材,夹头位置可调。掰板夹头采用二次加压技术,保证掰分的稳定性。

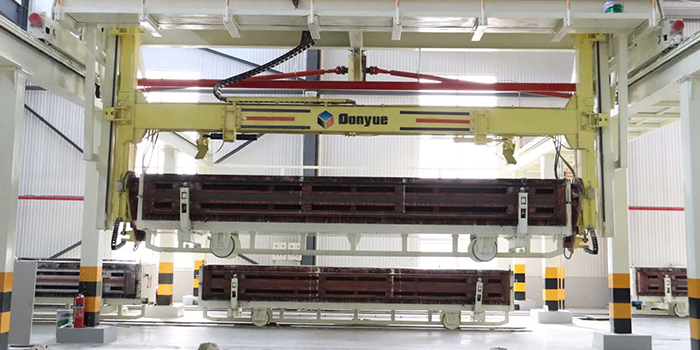
空翻脱模机用于抓取模箱翻转 90°,侧立在切割小车上进行切割;由行走部分与吊具组成,吊具升降、开锁及翻转均采用液压驱动;模具开锁采用液压缸直开式结构,锁紧臂旋转 90°,具有开合迅速稳定等特点;模具抓钩采用直抓式结构,具有液压锁定及机械自锁,确保吊运的安全。
高速浇注搅拌机用于将材料快速搅拌,使其混合均匀。采用双叶轮搅拌提高了搅拌效率和效果;搅拌叶轮采用 G26 合金材料,强度高,耐磨性强;高速搅拌保证同一模产品不同位置料浆的均匀性。

地面翻转平台大小滑车采用导柱导套式结构,齿轮齿条同步,保证其运行同步。液压系统采用比例阀控制,可以根据运行状态设置速度及压力,使翻转、运行平稳。翻转架采用 350*200*10 矩形钢管焊接而成,去应力后整体机加工,保证大小滑车垂直度。 固定侧板采用双油缸夹紧,避免侧板倾斜,提高成品率。采用整体钢结构底座,翻转机构、动力油缸统一安装在底座上,避免了在安装过程中产生的偏差。

蒸压釜是加气混凝土生产过程中重要的设备之一,其提供的高温高压环境是产品获得最终强度和优良性能的必要条件。

东岳着力研发自动化控制系统,利用 PLC 控制系统对现场 S7-1200 系列和 ET200 系列进行集中和分段式控制,把工业自动化设备与企业信息管理系统联动起来,实现工厂数字化管理,依靠云服务平台为用户提供服务。通过大数据采集、云端分析,实现企业联动。全方位监控现场设备运行状态,实现工厂集中式信息化管理与远程维护。 该系统集机械、电气、液压、光电与一体,真正意义上实现自动化控制,使整条生产线的运行流畅高效。
联系我们
 小程序
小程序 微信公众号
微信公众号 抖音号
抖音号
鲁公网安备 37132102371427号